乘用(yòng)車應用領(lǐng)域
作者:青(qīng)島海鐵
發(fa)布時間:2025-11-30
次(cì)浏覽
CFRT材料(liào),采用熔融(róng)浸漬工藝(yì)将連續纖(xiān)維充分浸(jìn)漬在熱🙇🏻塑(su)性樹脂💔中(zhong)(聚丙烯、聚(ju)乙烯、尼龍(lóng)或其他),制(zhi)備得到一(yī)種高性能(neng)的單🔴向預(yù)浸漬帶材(cai),其後期可(kě)通過0/90°鋪層(céng)複合、模壓(ya)或纏繞⛹🏻♀️等(deng)工藝🔱成型(xíng)制品。
自電(diàn)動車進入(rù)市場之後(hòu),如何解決(jue)純電動車(che)續航問題(tí)一直是國(guo)内外各大(da)車企所思(sī)考的問題(tí)。普遍來說(shuō),目前想要(yào)解決電動(dòng)車續航問(wen)題主要有(yǒu)三大途徑(jìng),其一就是(shi)做大電池(chi),其二🌂就是(shì)增強電池(chi)的能量密(mi)度,其三就(jiu)是降低車(che)重。根❄️據相(xiàng)關研究表(biǎo)示,如果一(yī)輛純電動(dong)車的車身(shēn)重量可以(yǐ)降低10kg,那麽(me)這輛汽車(chē)的續航裏(lǐ)程就可以(yi)增加2.5km。
CFRT材料(liào),采用熔融(róng)浸漬工藝(yì)将連續纖(xian)維充分浸(jin)漬在熱塑(su)性樹脂🌈中(zhong)(聚丙烯、聚(jù)乙烯、尼龍(long)或其他),制(zhì)備得到一(yi)㊙️種高性能(néng)的單向預(yu)🏃🏻浸漬帶材(cái),其後期可(ke)通過0/90°鋪層(ceng)複合、模壓(yā)❄️或纏繞等(děng)工藝成型(xing)制⁉️品。
在乘(chéng)用車上的(de)應用
▶采用(yong)模壓+注塑(su)工藝
▶可生(shēng)産複雜形(xing)狀産品
▶适(shì)合大批量(liàng)生産
▶工藝(yi)流程優化(huà),節省成本(běn)
▶輕量化效(xiào)果顯著

應(yīng)用實例一(yī)
▶預浸帶應(ying)用于越野(yě)車後座
▶成(cheng)型工藝:模(mó)壓+注塑
▶輕(qing)量化效果(guǒ):減重40%(與鋼(gāng)結構對比(bi))
▶優點:一體(ti)成型,簡化(hua)生産工藝(yì)
應用實例(li)二
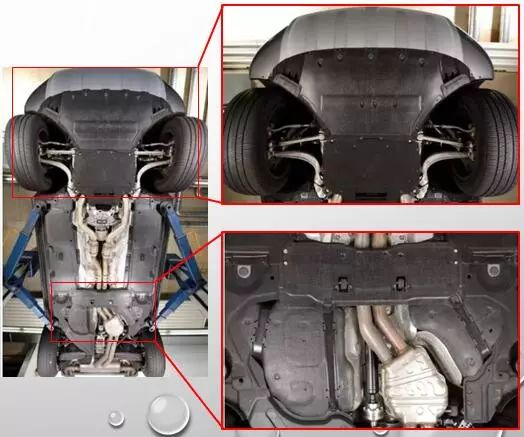
▶車底面(mian)闆
▶成型工(gōng)藝:異形模(mó)壓
預浸帶(dai)+輕質GMT
▶優點(diǎn):滿足車底(di)環境要求(qiu)
吸音效果(guǒ)
滿足快速(sù)大批量生(shēng)産要求
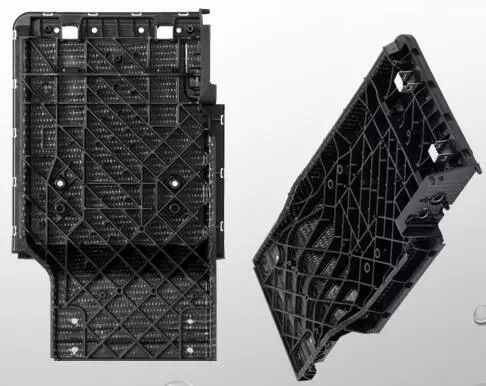
 應(ying)用實例三(san)
SUV前端支撐(cheng)
應(ying)用實例三(san)
SUV前端支撐(cheng)
來自特種(zhǒng)化學品公(gōng)司連續纖(xiān)維增強熱(rè)塑性複合(hé)材料闆可(kě)用于制造(zao)用于汽車(che)輕量化設(shè)計的大型(xíng)高度集成(chéng)🧡結構部件(jiàn)。
例如,汽車(che)的前端支(zhi)撐包括兩(liang)個焊接複(fu)合半殼,由(you)聚丙🔴烯☔基(ji)連續纖維(wéi)增強熱塑(su)性複合材(cai)料截面制(zhi)成,長約1.2米(mi),長0.35米🥰寬度(du)。兩個殼體(tǐ)均采用混(hun)合模制工(gōng)藝制造,使(shi)用具🌈有兩(liǎng)個腔體的(de)注塑工具(ju)。這涉及形(xing)成定制的(de)複合預切(qiē)🌐口,并同時(shí)通過注塑(su)㊙️成型提供(gong)額外的特(te)征。
應用實(shi)例四
車門(men)基闆
在汽(qi)車的門系(xì)統中采用(yong)連續纖維(wei)複合材料(liao)方案替代(dai)鋼材方♌案(an),配套新型(xing)混合工藝(yì)成型生産(chan)線(模壓+注(zhù)塑)實現了(le)👉熱塑性複(fú)⛹🏻♀️合材料門(mén)基闆的制(zhi)造生産。與(yu)鋼材及長(zhǎng)纖維PP門系(xì)統相比,熱(re)塑性複合(he)材料門系(xi)統可以有(you)效減重5kg/car或(huo)2kg/car,相對減重(zhong)大于30%。











